Parametrii dimensionali ai unui mixer cu panglică servesc drept criterii fundamentale de intrare pentru selecția echipamentului și amplasarea procesului. În practica inginerească, termenul „dimensiuni” cuprinde trei aspecte interconectate, dar distincte: capacitatea volumetrică (care determină capacitatea de procesare a lotului), dimensiunile geometrice externe (care determină amprenta instalației și spațiul necesar) și dimensiunile pieselor mobile interne (care determină intervalul de amestecare și uniformitatea). Împreună, aceste trei aspecte formează un profil dimensional complet al mixerului cu panglică.
Ⅰ. Specificații de volum: Dimensiuni nominale vs. Capacitate reală
Denumirile modelelor pentru mixerele cu panglică se bazează de obicei pe volumul brut, care se referă la volumul geometric al spațiului intern din jgheabul în formă de U al camerei de amestecare, măsurat în litri (L) sau metri cubi (m³). Specificațiile comune variază de la modele de laborator de 50 de litri până la unități la scară industrială de 30.000 de litri.
Este important să se facă o distincție strictă între acesta și volumul de lucru, care se referă la volumul ocupat de material în timpul funcționării efective. Datorită cerinței de spațiu liber în partea superioară impusă de principiul de amestecare al mixerelor cu panglică, se recomandă o rată de umplere de 40% până la 70% din volumul brut, cu o valoare tipică de proiectare de 60%. Aceasta înseamnă că o mașină cu un volum brut de 3.000 l are o capacitate reală de procesare a lotului de aproximativ 1.800 l de material.
Această constrângere provine din caracteristicile dimensionale ale structurii benzii șurubului: pe măsură ce panglicile interioară și exterioară se rotesc, acestea trebuie să împingă materialul din ambele capete spre centru sau din centru spre ambele capete, creând simultan o rostogolire radială. Dacă rata de umplere este prea mare, materialul din partea superioară va depăși raza efectivă a benzilor și nu va putea participa la mișcarea convectivă, afectând direct uniformitatea amestecării.
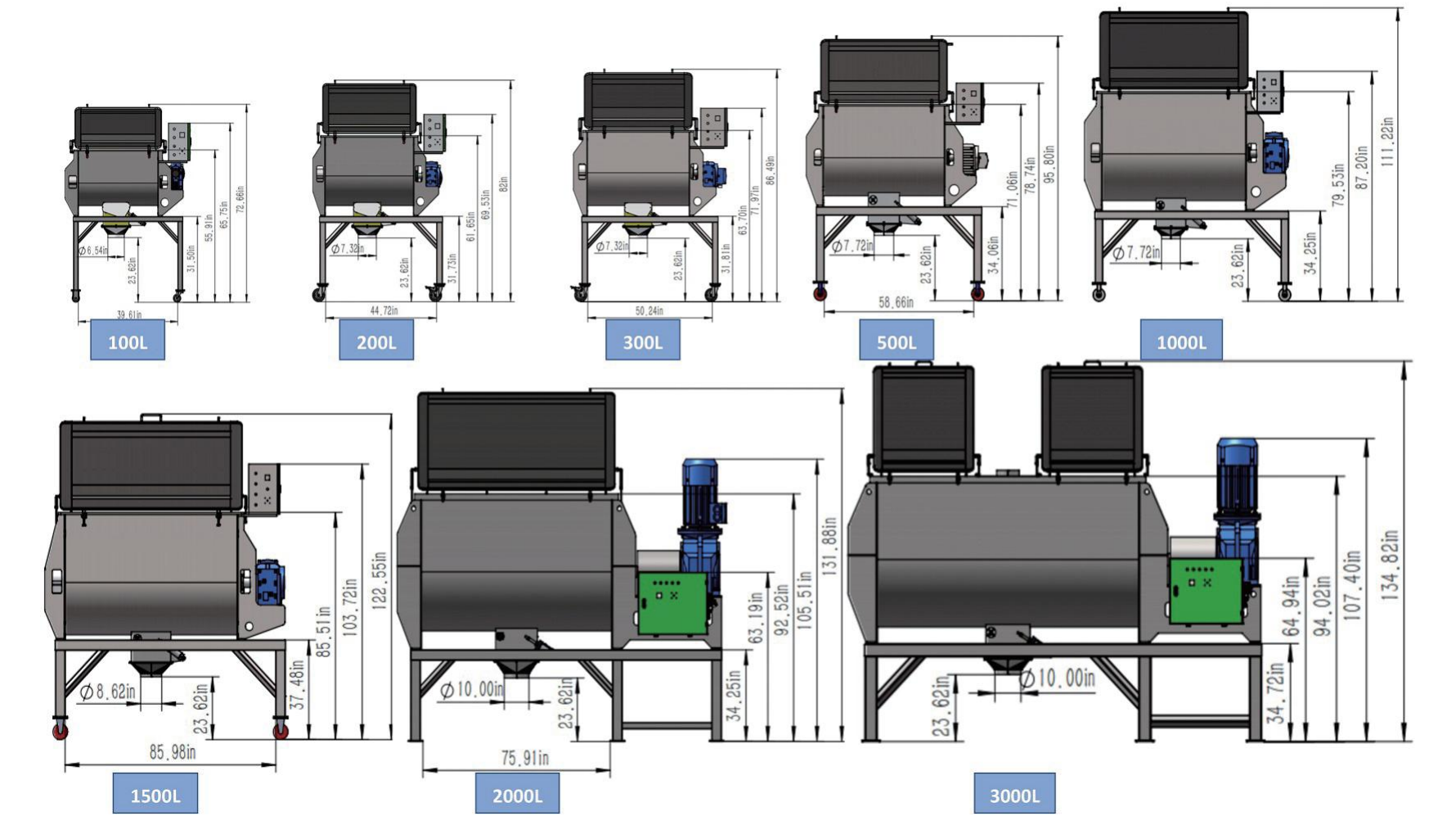
II.Dimensiuni externe: lungime, lățime, înălțime și constrângeri de spațiu
Malaxorul cu panglică are un design orizontal, iar dimensiunile sale exterioare sunt determinate de următorii parametri geometrici:
Lungime (L): Determinată de lungimea vasului de amestecare și de dimensiunile axiale de instalare ale plăcilor de capăt, carcaselor lagărelor și reductorului de viteze
Lățime (l): Determinată de lățimea exterioară a jgheabului în formă de U și de proiecțiile laterale ale motorului și reductorului
Înălțime (H): Determinată de distanța de la fundul jgheabului până la capacul superior, plus înălțimea structurală a supapei de refulare inferioare și a orificiului de admisie superior.
III.Dimensiunile pieselor mobile interne: diametrul și pasul lamei șurubului
Parametrii dimensionali ai lamelor șurubului determină în mod direct domeniul de aplicare al acțiunii de amestecare:
Diametrul exterior al lamei șurubului: Determină gradul de rostogolire radială a materialului. Cu cât diametrul exterior este mai mare, cu atât stratul de material deplasat cu o singură rotație este mai gros. De obicei, diametrul exterior al lamei șurubului este puțin mai mic decât lățimea interioară a jgheabului în formă de U, cu distanța dintre lamă și corpul jgheabului menținută între 3 și 10 mm pentru a preveni blocarea materialului.
Pas: Pasul fileturilor șurubului interior și exterior determină distanța axială la care este împins materialul cu fiecare rotație. În modelele tipice, raportul dintre pas și diametrul filetului șurubului este de 0,8–1,2. Un pas mai mic generează forțe de forfecare mai puternice, fiind potrivit pentru materiale predispuse la aglomerare; un pas mai mare crește viteza de transport axial, fiind potrivit pentru materiale cu o bună fluiditate.
Fluxurile șurubului, interioare și exterioare, utilizează de obicei o configurație cu strat dublu, în sens invers: fluxurile exterioare împing materialul spre un capăt, în timp ce fluxurile interioare împing în direcția opusă, realizând amestecarea convectivă pe întregul tambur. Diferența dimensională dintre cele două seturi de fluxuri (diametrul fluxului interior este de obicei de 0,4 până la 0,6 ori mai mare decât cel al fluxului exterior) furnizează forța motrice pentru mișcarea radială a materialului.

Data publicării: 03 iunie 2026